欢迎您注册蒲公英
您需要 登录 才可以下载或查看,没有帐号?立即注册
x
LPXJ40.8型线材测径仪
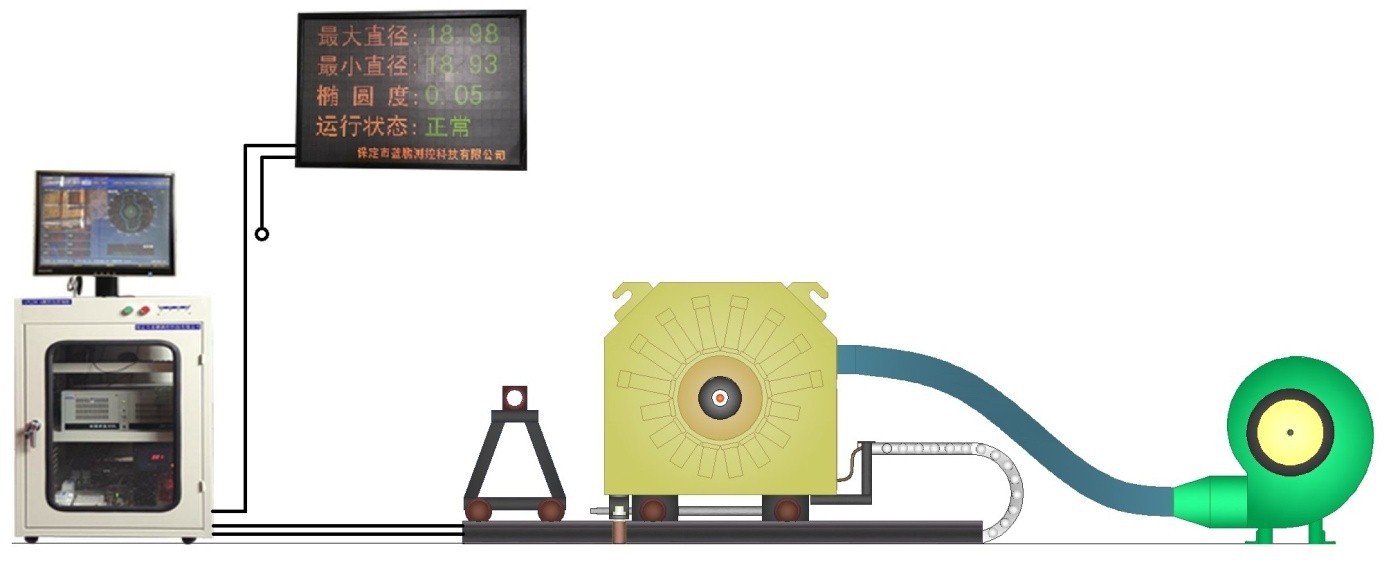
1.1系统组成及连接方式 测径仪系统是集光学、机械、电子电路、通讯和计算机软件技术为一身的成套设备。该套设备主要由测径仪、主控机柜、报警单元、光缆通讯单元、现场LED显示屏、高压离心通风机、备用小车等组成。
整个系统中测径仪、大LED显示屏、高压离心通风机和备用小车安装在轧钢生产线的现场,主控机柜安放在控制室。测径仪与主控机柜间由一根三芯电源线和一根光缆连接,测径仪的供、断电由主控机柜通过电源线实现,测径仪的数据信号通过光缆传输到主控机柜。大LED显示屏的电源就近连接,显示数据由主控机柜通过光缆向显示屏发送。高压离心通风机上装有空气过滤装置,风机的出风口通过软管向测径仪输送洁净的冷风,风机的380V电源就近连接,风机通断电由漏电保护开关控制。 测径仪采用轨道移动方式安装,下线方向与轧线垂直,当测径仪需要下线维护或检修时,由备用过钢小车补充过钢导槽的空位,不影响轧线正常生产。
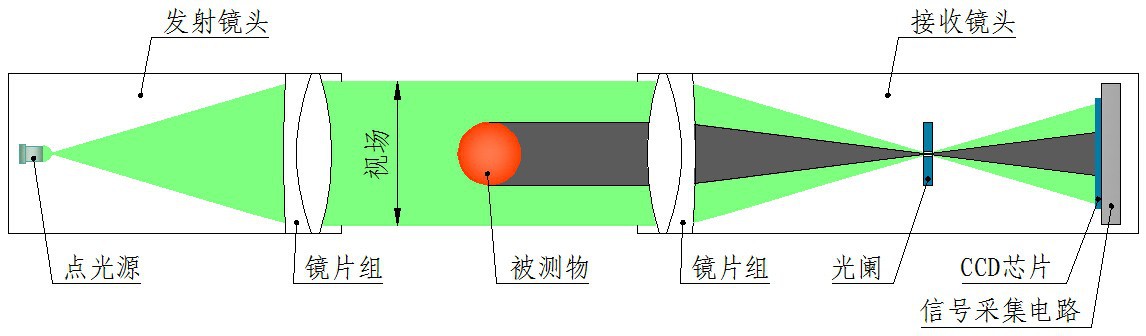
1.2测径仪的基本测量原理 蓝鹏测径仪采用的是CCD成像法测量,其基本测量原理如图: 图中发射镜头和接收镜头形成一个完整的物方远心光路系统。所谓物方远心光路系统是指将被测物放置在远心光路(即平行光视场)中进行成像并进行尺寸测量的光学系统。物方远心光路系统用于测量的优点主要有两个:一是成像边界清晰,便于信号的捕捉和处理;二是被测物在沿平行光视场的轴向或径向移动时,成像的大小都没有变化,有利于提高测量精度。 该测量方法的工作过程是:发射镜头内置一个点光源,点光源发出的光通过透镜系统(即镜片组)后形成准直平行光视场。准直平行光直接射向接收镜头,经过接收镜头内的透镜系统后聚焦,通过位于焦点位置的光阑小孔后在CCD芯片上成像。当视场中通过被测物时,被测物遮挡的部位将在CCD上出现一个边界清晰的阴影。CCD芯片是测头部件中的光电转换元件,它可以将接收到的光信号转换成电信号。电信号由信号采集电路接收、放大,再进行数字化处理后向上位机传输。 在实际应用中,测头的光学系统需要经过严格的计算和设计,以达到最佳的物像比例使成像边界清晰并最大限度的消除成像误差。在此基础上每组测头安装到位后再用专用的“测头尺度标定仪”进行尺度标定和非线性度误差修正。我公司的光学测头经过尺度标定和非线性度误差修正后最高精度可达0.005mm。
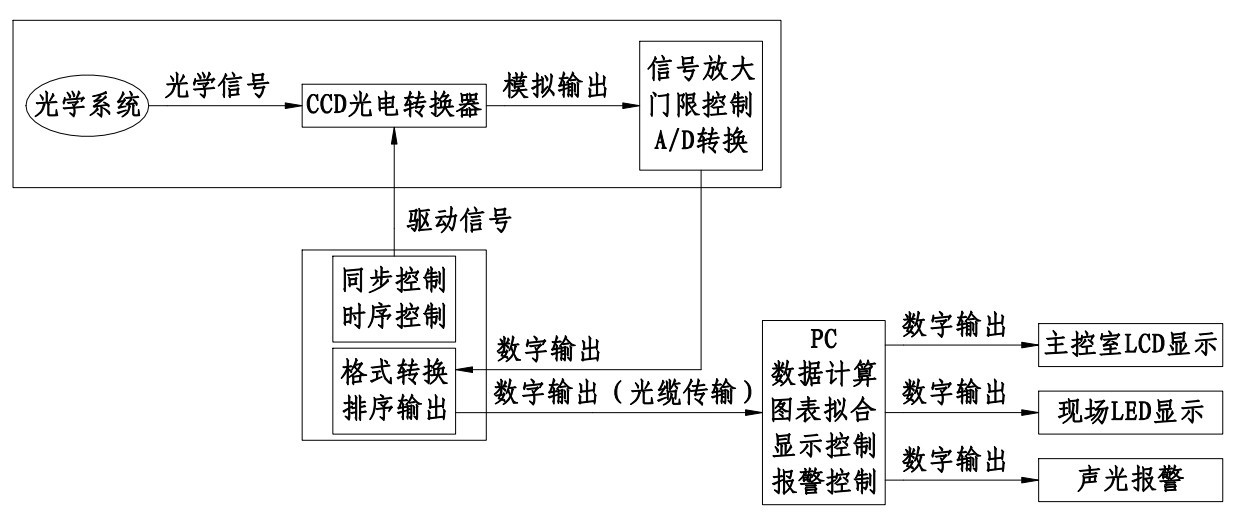
1.3测径仪的工作模式及工作过程 测径仪工作时,由CCD成像法的光学测头捕捉被测物的光学信号,使被测物在CCD芯片上成像;CCD芯片再将光学信号转换成电信号;电信号通过模数转换后形成数字信号传输给工控机进行计算、曲线拟合等复杂运算。运算结果将同时在主控室LCD液晶显示器和现场LED显示屏上显示。其工作模式如图: 测径仪安装在精轧机组后,对通过的轧材在线进行几何尺寸检测。测径仪测量范围为φ0~φ40mm可对该范围内的高速线材进行在线检测。 测径仪与上位机间采用TCP/IP标准工业接口、光缆传输,检测信号画面送至主操作室的工控机上;现场LED显示屏与工控机间采用TCP/IP标准工业接口、光缆传输;操作室内LCD显示终端和现场LED显示屏同步显示。可实时反映轧件的尺寸变化便于现场有关人员及时地调整轧机或孔型。 测径仪配有独立供风系统及冷却、防尘装置,以避免钢材轧制过程中的水雾和氧化铁皮进入测径仪内对光学系统测量产生干扰。 测量数据超差、或测径仪内部超温时,系统可自动进行声、光报警以及LED显示屏状态提示报警。 过钢导槽与测量系统为分体结构,更换过钢导槽方便快捷,且对测量系统无影响。
注意事项 1、本仪器属精密仪器,应尽量避免高温,高湿落尘及有腐蚀性气体的环境中使用,否则,仪器的使用寿命和精度将受到影响。 2、仪器安装要稳固可靠,避免过强机械振动。 3、仪器使用时,供电电源须加稳压措施,仪器应避免安装在具有强烈电磁干扰的电器设备附近。 4、仪器在现场使用时,请注意测量头测量窗口的清洁,当窗口有尘埃附着时,可使用专用镜头刷喷气轻拭即可,如有较严重的油性污渍,可用脱脂棉沾纯净的酒精和乙醚混合液由上往下旋转擦拭,不可来回擦拭,以免造成重复污染。 5、为延长仪器寿命,使用时请避免不必要的开关机操作,严禁随意拆御测量头,请勿眼睛直接盯视激光束。 日常检查、维护 1、检查冷却用水 设备在使用过程中,应定时检查设备冷却用水是否正常,检查冷却水入口和出口处阀门是否处于正常开启状态,设备自身配有温度传感系统,温度传感器时实显示设备冷却后的实际温度,当实际温度超过设定温度值时,超温报警器会自动报警,此时缺水应立即停止设备使用,退线检查,待冷缺水恢复正常后方可进线使用。 2、检查吹扫用气 设备在使用过程中,应定时检查设备吹扫用气是否正常,应仔细检查风环出风量是否正常,每一组测量模块测量视窗口出风是否正常。如有问题应立即停止设备使用,待吹扫用气正常后方可继续使用。 3、设备使用过程中测量异常情况下的检查和维护 3.1、当无被测物通过时,测量界面中其中几路有数值显示(正常情况下六路应全为“0”),设备管理人员应立即进行检查。根据测量软件显示的测量通道,确认有数值显示的是哪一路,检查测量头该测量模块测量区是否有氧化铁皮进入。遇此情况管理人员应立即将氧化铁皮去除,如在去除氧化皮过程中发现玻璃视窗有迸裂现象或因氧化铁皮过热粘附在视窗上造成无法去除,应立即进行此路的屏蔽,以免造成测量误差。待停线倒换规格时将受损视窗进行更换。 3.2、当被测物通过测量区时显示器无数据显示,设备管理人员首先检查视窗是否有蓝光,若无光则检查测径仪电源是否加上。检查步骤: 3.2.1、检查控制台电源插头座是否接触良好。检查电气控制柜中断路器是否全部处于开启位置,并且无跳闸现象。检查电气控制柜“工作开”绿色指示灯是否开启。 3.2.2、检查测量机构电器柜“工作开”绿色指示灯是否开启,检查测量机构内断路器是否开启,并且无跳闸现象。检查测量机构上的航空插头是否插牢。 3.3、若光源有光,不显示数据。 检查步骤: 3.3.1、检查测量车上的转接板及控制柜转接面板“信号”航空插头座是否接触良好。 3.3.2、检查计算机后面板插头座是否接触良好。 3.3.3、检查所测规格是否为当前所选规格。 3.4、测量数据不准确 3.4.1、测量视窗污染:被测钢材在经过测量仪器时表面氧化皮有可能迸溅在视窗支架上,测量模块外部虽然装有风幕挡板,能够吹走大部分的氧化皮和灰尘,但长时间的使用仍会导致部分氧化皮落入视窗支架内造成视窗玻璃表面污染从而影响测量精度,建议设备管理人员48小时进行一次视窗玻璃擦拭工作。 3.4.2、轧制规格选择是否正确:测量时,参数设置中是否应用的规格是否是当前轧制的规格。如不是则引起测量不准。应立即停止测量调用当前规格进行测量。 *死机:自检时有强烈干扰,需要重新启动; *其它不明现象:通知生产厂。 蓝鹏测控为您提供此文章shop1371696039214/1688/com/
| 
 |手机版|蒲公英|ouryao|蒲公英
( 京ICP备14042168号-1 ) 增值电信业务经营许可证编号:京B2-20243455 互联网药品信息服务资格证书编号:(京)-非经营性-2024-0033
|手机版|蒲公英|ouryao|蒲公英
( 京ICP备14042168号-1 ) 增值电信业务经营许可证编号:京B2-20243455 互联网药品信息服务资格证书编号:(京)-非经营性-2024-0033




 发表于 2018-7-2 17:00:19
发表于 2018-7-2 17:00:19

 置顶卡
置顶卡 变色卡
变色卡